
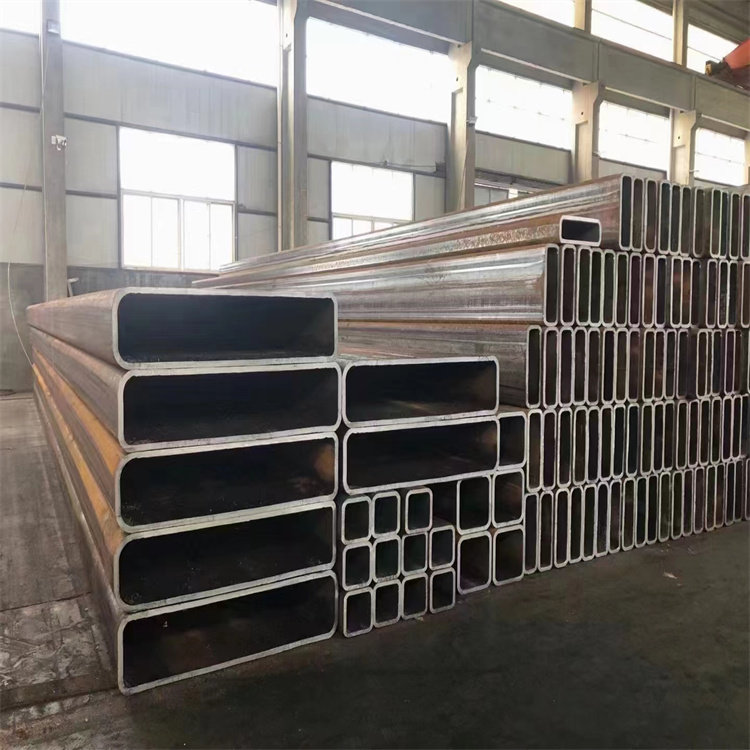
南京焊接方管材质Q490B方管125x120x6焊接方管
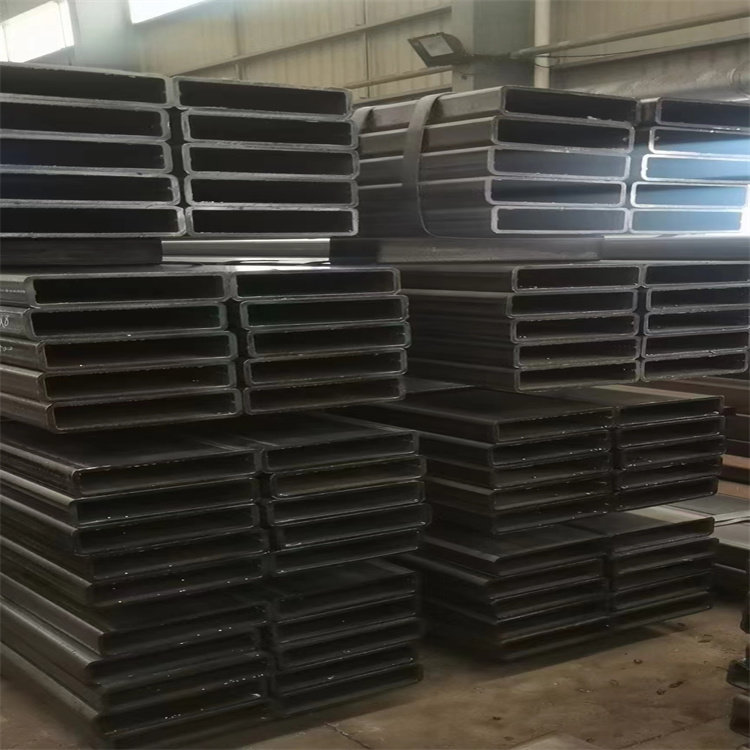
山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。


南京焊接 为了增加咬入性,大型穿孔轧辊一般在入口锥上有深度为0.8~1.2mm的网状花纹。综合厂家的材质选择及使用情况,笔者认为:穿孔机轧辊选用铸造50Mn、60CrMnMo等中碳合金钢材质较合适,一是具有较好的强度及耐磨性,二是适用于轧制各种材质钢管。硬度控制在HB200-240较合理。3轧管机毛管轧制是热轧无缝钢管生产的主要变形工序,其作用是使毛管壁厚接近或达到成品管壁厚,和消除毛管在穿孔过程中产生的纵向壁厚不均,另外还可提高荒管内外表面质量,控制荒管外径和圆度。当活动工作台上升时,它把不锈钢弯曲成所需的角度。很明显,当进行弯曲时,不锈钢在工作台上滑动。所以,为防止划伤不锈钢,工作台表面必须平滑。在实际过程中,通常用塑料膜保护不锈钢表面。上梁片通常成楔型以便形成间隙,这样就可用适当形状的坯料折成四边形箱或槽。折边机曾经用于生产大范围形状简单的不锈钢薄板制品,但是这些产品目前更多是用冷弯冲床生产。筒体成型通常采用弯板方法来生产各种用途的、用薄板的筒体或筒体段。
本公司产品 标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务.
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
南京焊 管并且取消头部自动厚度控制(AGC),避免头部厚度设定偏差大造成轧制状态不稳定;在减薄过程中应将尾部减速率加大到0.30.6m/s/s,防止尾部抛钢速度过快发生甩尾。轧制稳定后可适当提高穿带速度到11m/s左右并适当减小尾部减速率,从而减少带钢的轧制时间、提高尾部温度,有利于轧制稳定;轧制薄规格时由于尾部温度低并且处于失张状态,应在抛钢前取消AGC,防止辊缝压下调节造成甩尾;轧制状态稳定时头尾尽量用一套水平值,抛尾时尽量保持尾部走中间。